Ultimaker官方授权服务商
尼龙(Nylon)是聚酰胺(Polyamide)纤维(锦纶)的一种说法,简称为PA。对于经常使用PLA的用户来说,用PLA打印虽然比较灵活,适用于较多场合,具有普通使用场合需求的一般强度,但当要在专业场合使用就会发现它是不适用的。PLA打印的零件不能长时间暴露在阳光下,且不适用于高于100 °C的场合。
如果使用ABS进行3D打印,就会发现它比PLA更耐用,但是3D打印的ABS零件通常没有注塑零件的强度大,并且打印的零件因为层间粘合力一般来说不够坚固。
尼龙耗材是一种高强度,十分耐用的3D打印耗材。十分有韧性,同时层间粘合力较好,比ABS耗材更加坚固。
尼龙耗材的高熔化温度和低摩擦系数使得其普遍应用于工程中,适用于制作一般的日常用品,比如使用尼龙耗材3D打印扳手等工具、齿轮、自己设计的DIY零件等等。
")
图一.尼龙材料打印的异形件
1. 合适的温度
首先需要知晓的是尼龙的一般成型温度在260°C至280°C,较低的温度无法使尼龙材料完全熔融挤出,达到一个稳定的流量。较高的温度就对打印头的整体有着较高的设计要求。
传统的打印头则无法长久稳定地提供如此高的温度和充分及时的散热效果。因此Ultimaker设计了print core CC Red 0.6模块,专门用于打印复合材料。
")
图二.安装print core CC Red 0.6模块
2. 材料保持干燥
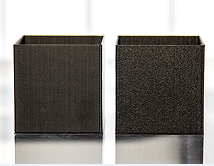
尼龙具有很强的吸湿性,即使是在室内放置过程中也会吸收空气中的水分,长时间的吸收水分甚至可以使水的重量比例达到10%。那么如何判断耗材是否受潮了呢?当打印头喷嘴挤出尼龙时,挤出头出口有大量白色烟雾同时伴有噼啪的声音,则代表耗材受潮严重,受潮耗材打印的零件表面会有气泡,甚至打印层间粘合疏松。通过以下图片我们可以十分明显的看出,正常情况下打印的尼龙制品应该是表面光滑层间紧致的,而受潮的尼龙材料打印出的制品表面则十分不光整,甚至出现层间分离的情况。
")
图三.干燥的耗材(左)与受潮的耗材(右)打印效果对比
3. 如何防止翘边
另一方面,也是比较令人头疼的问题就是打印尼龙时会像打印ABS一样出现翘边现象,也许前几层打印正常,待你再次查看打印状况时,模型一边已经高高翘起,甚至整体脱离平台导致打印得一团糟……那么如何解决打印尼龙过程出现的翘边现象呢?首先是热床温度建议选择在55°C -65°C,同时在打印平台上使用PVA基胶棒涂上一层薄薄的胶水。翘边的现象会得到有效的抑制。但是,最有效的做法还是使用封闭的打印平台(例如Ultimaker S5),对于早期的Ultimaker3机型, Ultimaker提供了升级包以解决翘边问题。
针对尼龙材料的特性,Ultimaker不仅通过硬件升级包的加持来改善打印尼龙材料时出现的问题,还通过对尼龙材料的深入研究,推出了更加易用的Ultimaker Nylon。
1. 硬件升级包
Ultimaker3升级套件具体包含以下内容:1个前挡板、25个底板贴纸、1个粘合剂涂抹器、1个玻璃板。
在打印已翘边材料时,安装前挡板可以阻止热量逸出,产生45°C的恒定温度,同时还可以保护打印件免受外部影响。稳定的环境可确保打印材料的冷却速度更慢,温度更均匀地分布在整个零件中。这有助于降低收缩率并降低翘边和分层的风险。
底板贴纸改善了打印平台的粘合性,并且可以与大多数材料一起使用。它们是胶棒的绝佳替代品,专为多种用途而设计。底板贴纸使得打印零件的底面更光滑,在使用时要确保正确使用,以防止出现气泡。
额外的玻璃板意味着可以不必再等待从Ultimaker 3打印机中取出完成的打印件。相反,你可以快速更换新的玻璃板,直接开始新的打印,从而最大限度地减少停机时间。
")
图四.Ultimaker升级套件
2. Ultimaker Nylon
Ultimaker Nylon的设计比市场上的其他尼龙长丝更可靠,更易于打印,具有低吸湿性和与底板的良好粘合性。与其他尼龙耗材相比,它具有更低的吸湿性和更长的保质期。Ultimaker Nylon具有优异的冲击强度(Izod测试为34.4 kJ /m²)、良好的延展性(断裂伸长率210%)和远远低于传统尼龙耗材的熔化温度(185°C),同时还兼具低摩擦系数、耐碱和耐有机化学品腐蚀等传统尼龙材料具备的特性。
")
")
")
图五.使用Ultimaker Nylon打印的示例
2.1 Ultimaker Nylon兼容性
如下面的概述所示,Ultimaker 尼龙与Ultimaker S5,Ultimaker 3和Ultimaker 2+兼容。如果在Ultimaker S5或Ultimaker 3上打印材料,则可以使用AA打印核心。
表一.打印机与打印头模块/喷嘴兼容性
")
注意:Ultimaker 2 Go,Ultimaker 2(Extended),Ultimaker Original +和Ultimaker Original不支持Ultimaker尼龙。
除了单头打印外,Ultimaker尼龙还可以与Ultimaker S5和 Ultimaker 3上的PVA、 Breakaway一起打印。当需要打印尼龙与TPU 95A或其他颜色的尼龙相结合时,可以通过实验完成。
表二.耗材兼容性
")
注意:与TPU 95A的双重组合可能会导致打印品表面出现拉丝和斑点。
2.2 推荐的设置和配置
注意: 始终使用最新版本的Ultimaker Cura,并确保使用最新固件版本更新3D打印机,以包含Ultimaker Nylon的正确材料配置文件。
2.2.1打印温度
Ultimaker尼龙的打印温度为230°C至260°C。具体的温度取决你使用的打印机、喷嘴尺寸和配置文件。例如,在具有0.25毫米打印喷头的Ultimaker S5上,尼龙在230 °C下打印,而在具有0.8毫米打印喷嘴的同一台打印机上,温度设定为245°C。
在大多数情况下,尼龙在60°C的底板温度下打印,但Ultimaker S5上的底板温度为70°C,用于0.4和0.8 mm打印。
注意:根据你在Ultimaker Cura中选择的打印机、喷嘴尺寸和配置文件,将自动使用正确的温度。
2.2.2粘着性
Ultimaker尼龙可以很好地粘附在打印底板上,为了获得最佳的附着力和保护底板,建议在玻璃板上使用一层薄薄的胶水。因为在取下打印品时,不使用胶水会有导致玻璃板碎裂的风险。
Ultimaker Nylon的Ultimaker Cura版本经过优化,可以使用边缘或筏打印,具体取决于所选的打印机。在Ultimaker S5和Ultimaker 3型材中,默认选择边缘,而Ultimaker 2+型材使用木筏作为平台粘附型。这种木筏特别推荐用于大型模型,而对于较小型号,边缘应该足够。
冷却后最容易去除尼龙支撑。但是,在使用筏板时,建议在底板仍然保温时将其拆下。这样可以更轻松地拆除筏板。